



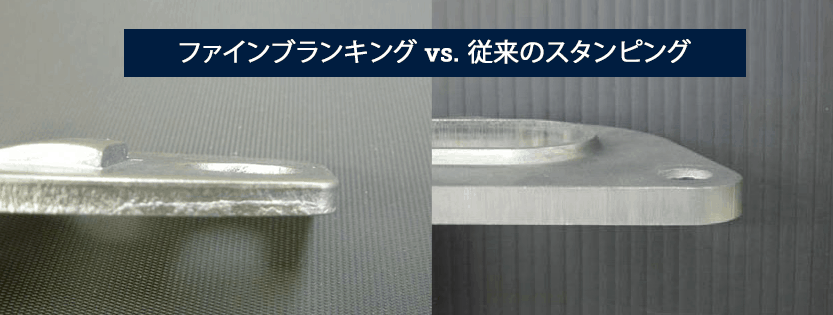
With Fine Blanking, the end result is a more accurately shaped product without fractured and bent surfaces.
In that general stamping, when punching down to the work, it bends and shears; the shear-fractured fragment is pushed down before punching through the die hole.
In addition to small sheared surface fraction, the sheared edges are also dull and original flat surface is forced to be bent. Then, most of products needs the secondary processing like machining.
In FB-forming, shearing takes place under high traction state by three-axis motions.
In the first motion where the lower die moves up, the work is fixed by work-holder and die through the V-letter shaped ring between two.
In the following motion, shearing takes place by main traction with inverse traction by using the counter punch.
Furthermore, the clearance (d) between punch and die is also much different between two forming processes. In the former, d = 7 – 10 % while d becomes nearly zero by FB-forming.
The above narrowed clearance results in fine and accurately shaped product without any fractured and bent surfaces.

En el estampado convencional, el corte se lleva a cabo con el movimiento uniaxial de la matriz y el punzón.
En este estampado general, cuando al punzar el trabajo hacia abajo, él se dobla y se corta; el fragmento cortado fracturado es empujado hacia abajo antes de perforar a través del orificio de la matriz.
Además de la fracción pequeña de superficie cortada, los bordes cortados son también desafilados y la superficie plana original es forzada a ser doblada. Entonces, la mayoría de los productos necesitan el tratamiento secundario, como el mecanizado.
En la formación de Corte Fino, el corte se realiza bajo un estado de elevada tracción por medio de movimientos de tres ejes.
En el primer movimiento donde se mueve la matriz inferior hacia arriba, el trabajo es fijado entre los dos por el sujetador de la pieza de trabajo y la matriz, a través del anillo en forma de letra V.
Asimismo, el espacio libre (d) entre el punzón y la matriz es también muy diferente entre los dos procesos de conformación. En el primero, d = 7 – 10%, mientras que d se convierte en casi cero para la formación del corte fino.
El reducido espacio libre de arriba resulta en un producto fino y precisamente formado sin ningún tipo de superficies fracturadas y dobladas.
従来のスタンピングでは、金型とパンチの単軸動作によってせん断が行われます。
このスタンピングでは、一般に、ワークに対してパンチが押下され打ち抜きが行われるとき、せん断の過程でワークに曲げ が生じます。また、せん断破砕された破片はダイス穴を通って打ち抜かれる前に下方に押し下げられます。
せん断面の微細な破砕に加えてせん断縁部もダレており、本来の平面に曲げが生じてしまいます。このため、ほとんどの 製品ではマシニングなどの二次加工が必要となります。
FB 加工では、3 軸動作により高トラクション状態でせん断が行われます。
まず最初の動作では下側の金型が上昇し、ワークホルダと金型との間に V 字型リングを介してワークが固定されます。
次の動作で、カウンタパンチを使用することにより、主トラクションと逆トラクションとでせん断が行われます。
さらに、2つの成形加工では、パンチと金型との間のクリアランス(d)も大きく異なります。前者では d = 7 ~ 10%であるの に対して FB 成形では d がほぼゼロとなります。
上述の狭クリアランスによって、表面に破砕や曲げを伴わない、精密かつ正確な形状の製品が得られます。

